![Automation Solutions for Food Processing Facilities [banner]](https://www.infopulse.com/uploads/media/1920x528-automation-in-food-processing-3-types-of-emerging-solutions.webp)
An Introductory Guide to Automation Solutions for Food Processing Facilities
Food Processing Automation: 3 Key Areas of Interest
A food processing business has many moving parts, so the scope of automation is virtually limitless. In this post, we would like to focus on three main types of solutions, where food processing businesses can realize the most gains: SCADA-based production equipment automation, digital twins, and robotic process automation.
Food Processing Equipment Automation
Among manufacturing businesses surveyed by Rockwell Automation, 95% are using or evaluating smart manufacturing technology. The most frequent solutions include PLC-based automation or SCADA-based systems.
Programmable Logic Controllers (PLCs) enable direct control of industrial equipment and processes, making them a good option for real-time deterministic control tasks. For example, a sequence of food packaging tasks could be pre-programmed and processed in batches.
Supervisory Control and Data Acquisition (SCADA) systems provide a centralized system for data collection from connected equipment and sensors, and remote device control. For example, it can remotely program and adjust the grinding process based on sensor data.
PLCs handle low-level control tasks, executing precise and deterministic control logic. SCADA systems, in turn, provide a higher-level interface for monitoring and managing multiple PLCs and other IoT or connected devices in the food processing facility.
The synergy between PLC and SCADA enables advanced food processing equipment automation scenarios. For instance, flour producer Mulino Marino has digitized most of its production processes using industrial IoT and PLC controllers governed by a SCADA-based system.
The system automatically ensures:
- The grain is stored in the right condition
- All grain percentages are mixed without errors or waste
- Rollers are always pre-configured to the right temperature
- The flow rate of both the grain and the flour into bags is monitored.
The system helps Mulino Marino ensure continuous and effective operations with less direct supervision, and improves visibility into each production stage to optimize parameters and ensure high product quality.
Similar food manufacturing automation scenarios can be achieved for different production processes through firmware and middleware configuration of various PLCs and remote terminal units in the industrial equipment, and installation of extra sensors for data collection and equipment monitoring.
Middleware and APIs improve interoperability between systems and devices like data aggregation from PLC controllers to manufacturing execution systems or enterprise resource planning (ERP) software. For example, integrating ERP with SCADA systems enables food processing businesses to:
- Share production forecasts and inventory levels with suppliers automatically to improve supply chain synchronization and lead times.
- Align production plans with sales forecasts to ensure that the company meets the market demand and avoids waste.
- Enable predictive maintenance, based on SCADA data and optimize maintenance schedules to reduce downtime.
Lastly, you can also enable remote control of physical production equipment via different interfaces — mobile apps, tablets, smart goggles — allowing your staff to monitor and adjust processes from any location.

Digital Twins for Food Processing Facilities
Digital twins, virtual replicas of physical assets powered by real-time data, are actively used in FMCG manufacturing. Unilever has eight digital twins, aggregating data from its factories across North and South Americas, Europe, and Asia.
Built with the Azure IoT platform, a technology Infopulse also used to create a precision-farming solution for MHP, digital twins help Unilever gain better visibility into production processes and model different optimization scenarios. For example, the twin helped establish a better order of processes for producing liquid batches to optimize batch time and increase the production capacities of the plant.
In the food processing industry, digital twins can help unlock extra efficiencies across different steps of the supply chain — from quality issue detection and recipe adjustment to inventory optimization and better logistics planning.
For instance, to predict and measure food quality, you can use affordable pH, gas composition (CO2, NH3, C2H4, O2, volatile organic compound), and near-infrared imaging sensors to collect data from incoming raw materials and processed outputs. Then apply data analytics to evaluate how the variation of environmental conditions such as temperature or humidity levels affect the end-product quality. Digital twins allow you to simulate and track conditions like those experienced by food during storage, in transit, and at different stages of the production process. Moreover, you can simulate different optimization scenarios to improve target parameters like reducing energy consumption in the cold chain supply or minimizing waste during processing.
Mirelite Mirsa, a manufacturer of quick-frozen vegetables, fruits, and pasta, created a digital twin of its vegetable blancher, a machine that precooks and sterilizes essential equipment in the pre-treatment line before the freezing and dehydrating stage. By digitizing the asset, Mirelite Mirsa synchronized the heating and chilling with the mass flow, leading to higher resource efficiency, lower water, and energy consumption, plus improved food safety and quality.
Computer vision is another key element of digital twin deployments. Camera systems provide extra visibility into the production processes, while embedded computer vision algorithms can automate a wide range of time-consuming tasks like:
- Produce size sorting and grading by size, color, or other pre-set characteristic
- Defect detection in product texture, packaging, or sizing
- Verification of portion sizes and weights for uniform outputs
- Foreign object or contaminant detection on production lines.
Additionally, computer vision and digital twin platforms enable advanced equipment monitoring. Pre-trained algorithms can detect anomalies in equipment configuration, vibration levels, or output capacities, signifying a potential malfunction. Infopulse team developed a predictive gas turbine monitoring solution, which predicts failure probability with a 93% accuracy by processing real-time data from 250+ IoT sensors.

Similar automatic monitoring systems can be developed for food processing equipment, like cutting, mixing, backing, freezing, or slicing systems. Given that lost productivity due to equipment downtime can cost manufacturers up to £180 billion ($230 billion) a year, predictive maintenance solutions are quick to demonstrate ROI.
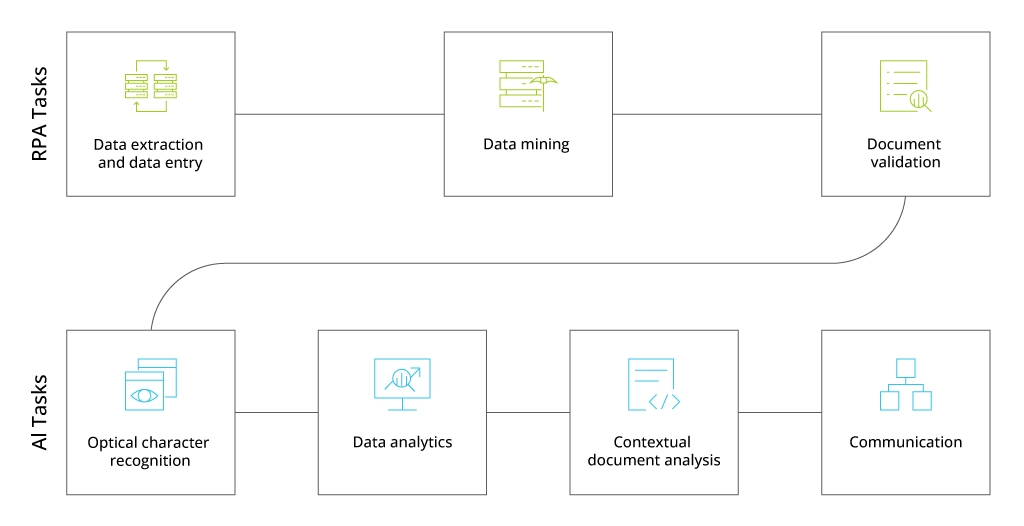
Robotic Process Automation (RPA)
While PLC and SCADA systems enable the automation of physical production processes, robotic process automation (RPA) streamlines software-based supply chain processes, starting with raw materials procurement and inbound logistics and all the way to sales forecasting, demand planning, and waste management.
The first generation of RPA systems relied on macros-based “bots” that followed pre-defined rules for completing simple data entry and validation tasks. The latest generation of intelligent process automation solutions leverage AI algorithms to complete more complex execution scenarios. For example, cross-correlate and analyze data from different connected business systems or automatically scan SKUs and barcodes.
Effectively, RPA solutions can automate a wide range of tedious, manual back-office processes, which require substantial efforts from your workforce.
For example, regulations like the FSMA final rule on requirements for additional traceability records for certain foods in the US or the EU's General Food Law Regulation (EC) No 178/2002 require manufacturers to provide appropriate disclosures about food processing standards and safety measures in place. RPA systems can automate relevant data retrieval and summarization from internal databases and connected digital records systems, hosting aggregated data from sensors and SCADA systems.
Such tools can also cross-check data inputs against regulatory requirements and automatically monitor changes in them. Finally, Infopulse can also help your organization implement more contextual document search experiences and automatic report generation by creating a private generative AI assistant.
Other proven use cases of RPA in agriculture and food processing industries include inventory management, demand forecasting, distribution optimization, and financial management processes. Effectively, RPA can be applied to any routine operational process based on standardized inputs and repetitive action.
The Main Advantages of Automation in the Food Processing Industry
Every step of the supply, production, and distribution processes in food processing companies requires adequate quality control. Digital technologies allow food processing businesses to scale and streamline processes that traditionally require direct supervision and manual interventions, so that they could run more agile, sustainable, and resilient operations.
The key reasons why leading food businesses invest in automation include:
- Increased operating efficiency. Implemented once, automation systems continuously save your organization hours in labor. A dairy producer eliminated over 2,500 hours of manual data collection by investing in Overall Equipment Effectiveness software. An Infopulse client saves an equivalent of 12 weeks per year for each full-time employee with an RPA-based financial reporting system.
- Better quality control. Product color, texture, and chemical irregularities aren’t just displeasing for consumers — they may also signify food safety issues, leading to regulatory fines if left undetected. Computer vision-based systems are helping food processing improve the speed and precision of quality checks
- Reduced production waste. SCADA and PLC programming of industrial equipment allows manufacturers to implement custom production scenarios to reduce defects and waste. A french fries manufacturer implemented de-clustering algorithms to improve the good-in-bad performance from 25% to 100%. The algorithm also reduced the volume of false detection cases, leading to lower waste and higher yields.
- Data-driven decision-making. Data sits in the center of most automation use cases in food processing. SCADA systems help establish better data exchanges between different operating systems, supplying leaders with an aggregated view of key operational metrics. RPA solutions, in turn, automate data entry, validation, and manipulation, replacing manual keying or file sending. Digital twin solutions enable an array of predictive and prescriptive analytics scenarios, powered by real-time data.
- Enhanced product traceability. Automated production systems help achieve greater product consistency and uniformity, while digital solutions help maintain traceable records of all the steps in the supply chain. Whether it is the consumers, investors, or regulators asking, you will be able to provide clear audit trails to showcase your compliance with the norms and high standards of food manufacturing.
Conclusion
Food processing businesses are always looking for additional ways of increasing throughput, yields, and overall product quality. Digital technologies can bring extra speeds, accuracy, and precision to production processing, extending the capabilities of physical equipment and operating teams. Automated data collection alone can save companies hundreds of hours of manual labor, while also extending their ability to run more advanced operational scenarios, spanning demand, procurement, and equipment maintenance.

![CX with Virtual Assistants in Telecom [thumbnail]](/uploads/media/280x222-how-to-improve-cx-in-telecom-with-virtual-assistants.webp)
![Power Apps Licensing Guide [thumbnail]](/uploads/media/thumbnail-280x222-power-apps-licensing-guide.webp)
![Expanding NOC into Service Monitoring [thumbnail]](/uploads/media/280x222-best-practices-of-expanding-telecom-noc.webp)
![Cloud-Native for Banking [thumbnail]](/uploads/media/cloud-native-solutions-for-banking_280x222.webp)
![Generative AI and Power BI [thumbnail]](/uploads/media/thumbnail-280x222-generative-AI-and-Power-BI-a-powerful.webp)
![Data Governance in Healthcare [thumbnail]](/uploads/media/blog-post-data-governance-in-healthcare_280x222.webp)
![Super Apps Review [thumbnail]](/uploads/media/thumbnail-280x222-introducing-Super-App-a-Better-Approach-to-All-in-One-Experience.webp)
![SAP Service Insight [thumbnail]](/uploads/media/Service Insight-Infopulse-SAP-Vendor-280x222.webp)
